

Há já alguns anos que as cisternas de alumínio para o transporte de várias mercadorias estão nas nossas vidas. Vemo-los todos os dias nas estradas do nosso país, transportando todo o tipo de mercadorias.
Estes tanques são feitos de grandes chapas de alumínio que são soldadas juntamente com uma quantidade significativa de material de enchimento que deve ser removido para evitar tensões superficiais, melhorar o seu aspeto e evitar áreas de acumulação de sujidade.
Um grande desafio com quantidades tão grandes de alumínio é evitar o desperdício de discos no processo. O alumínio é um material com uma temperatura de fusão muito baixa e, portanto, tende a entupir qualquer tipo de abrasivo. Isto leva a um aumento considerável dos tempos de processo e gera um elevado consumo de abrasivos devido ao entupimento.

Na VSM resolvemos este problema discos de grão de forma triangular, com juntamente com uma placa de suporte extremamente rígida. A soma de ambos os elementos dá-nos uma capacidade de corte extremamente rápida que reduz o tempo de contacto do disco com a peça de trabalho. Esta maior velocidade de corte evita que os discos morram prematuramente e reduz consideravelmente os tempos de processo.
Um processo no qual estas vantagens são claramente visíveis é em grandes salpicos de soldadura. É muito comum que estas grandes sobreposições de soldadura sejam cortadas com um disco desde a base e depois reprocessadas para alisar e nivelar o acabamento em toda a superfície. Isto duplica o trabalho na medida em que primeiro cortamos e depois tem de ser dado um acabamento. Com a solução fornecida pela VSM, todo o processo pode ser feito numa única etapa, reduzindo assim significativamente o tempo.
Como migrar de abrasivo rígido para abrasivo flexível
Abaixo, detalhamos como migramos de abrasivo rígido para flexível num caso real e anexamos um gráfico comparativo dos tempos de processo.
Tratava-se do fabrico de tanques de alumínio soldados sobre os quais o excesso de soldadura tinha de ser removido e depois a superfície alisada para que pudesse ser pintada.
Para este fim foi utilizada uma afiadora angular de 180 mm com uma roda de corte. O operador segurava o moedor em frente da peça, enquanto o moedor rodava para fazer avançar o processo. Uma vez terminado todo o diâmetro e cortado todo o excesso de solda, foi montado um disco de laminas para alisar e homogeneizar a superfície. Ambos os processos demoraram um total de 118 minutos.
A opção do VSM era fazer o processo numa única passagem com um disco de tecnologia triangular de 180 mm #36. Isto facilitou a realização do desbaste numa única passagem sem a necessidade de posterior retificação superficial, resultando num tempo total de 67 minutos, que é menos de metade do tempo inicialmente necessário.
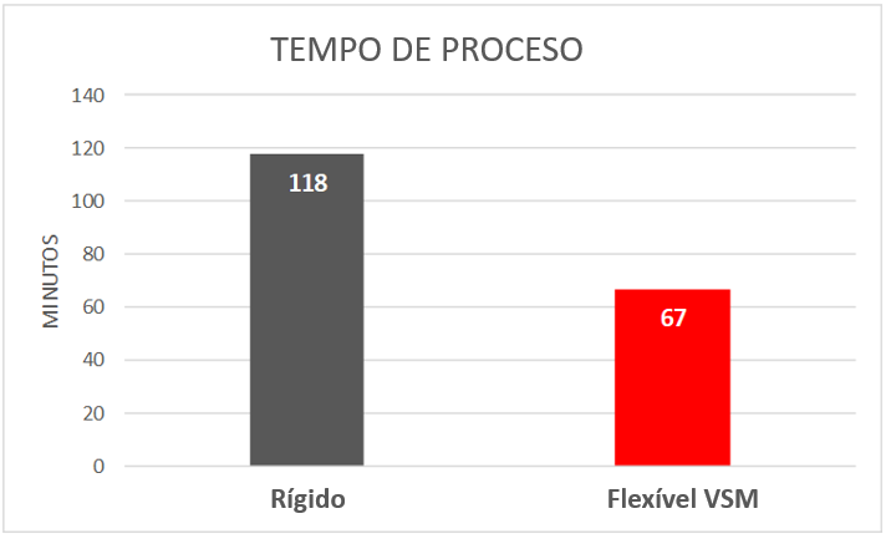
Como se pode ver no gráfico, a diferença de tempo foi considerável, resultando em múltiplos benefícios:
- Tempo de processamento mais curto.
- Melhor acabamento.
- Menor consumo abrasivo.
- Menos diversidade de consumíveis.
- Menos tempo de paragem.
Este progresso não teria sido possível sem a intervenção da nossa equipa técnica nas instalações do nosso cliente.
Se também pensa que pode melhorar os seus tempos de remoção e sanificação de cordões de soldadura, a VSM, como fabricantes de lixas e abrasivos, pode ajudá-lo a otimizar o seu processo de produção.

