

Los depósitos de aluminio para el transporte de diversas mercancías están en nuestras vidas desde hace unos cuantos años. Los vemos cada día en las carreteras de nuestro país transportando todo tipo de mercancías.
Estas cisternas se fabrican con grandes láminas de aluminio que son soldadas con una importante cantidad de aportación de material que luego debe ser eliminada para evitar tensiones superficiales, mejorar su aspecto y evitar zonas de acumulación de suciedad.
Un gran reto con estas cantidades de aluminio tan grandes es evitar el desperdicio de discos en el proceso. El aluminio es un material con una temperatura de fusión muy baja por lo que tiende a embozar cualquier tipo de abrasivo. Esto implica un aumento considerable de los tiempos de proceso y genera un gran consumo de abrasivos debido al embozamiento.

En VSM solucionamos este problema con unos discos de grano con forma triangular junto con un plato de soporte extremadamente rígido. La suma de ambos elementos nos da una capacidad de corte extremadamente rápida lo cual disminuye el tiempo de contacto del disco con la pieza. Esta mayor velocidad de corte impide que los discos mueran prematuramente y reduce los tiempos de proceso considerablemente.
Un proceso en el que estas ventajas se ven de forma muy clara lo encontramos en los grandes aportes de soldadura. Es muy común que estos grandes sobrantes de material se corten con un disco desde la base y luego sean reprocesados para suavizar e igualar el acabado en toda la superficie. Esto duplica el trabajo ya que primero cortamos y luego se debe dar un acabado. Con la solución aportada por VSM se puede hacer todo el proceso en un único paso reduciendo así los tiempos de forma notable.
Cómo migrar del abrasivo rígido al abrasivo flexible
A continuación, detallamos cómo migramos del abrasivo rígido al flexible en un caso real y adjuntamos una gráfica comparativa de tiempos de proceso.
Nos encontramos ante la fabricación de unos depósitos de aluminio soldados en los que se debía retirar el sobrante de soldadura y posteriormente suavizar la superficie para poder pintar.
Para ello se utilizaba una amoladora angular de 180mm con un disco de corte. El operario sujetaba la amoladora frente a la pieza, mientras esta giraba dando avance al proceso. Una vez completado todo el diámetro y habiendo cortado todo el sobrante de soldadura, se montaba un disco de láminas para suavizar y homogeneizar la superficie. Ambos procesos llevaban un total de 118 minutos.
La opción de VSM fue hacer el proceso en un único paso con un disco de 180mm #36 de tecnología triangular. Esto facilitó poder hacer el desbaste en un único paso sin necesidad de tener que afinar la superficie posteriormente dando como resultado un tiempo total de 67 minutos, lo cual es menos de la mitad del tiempo requerido inicialmente.
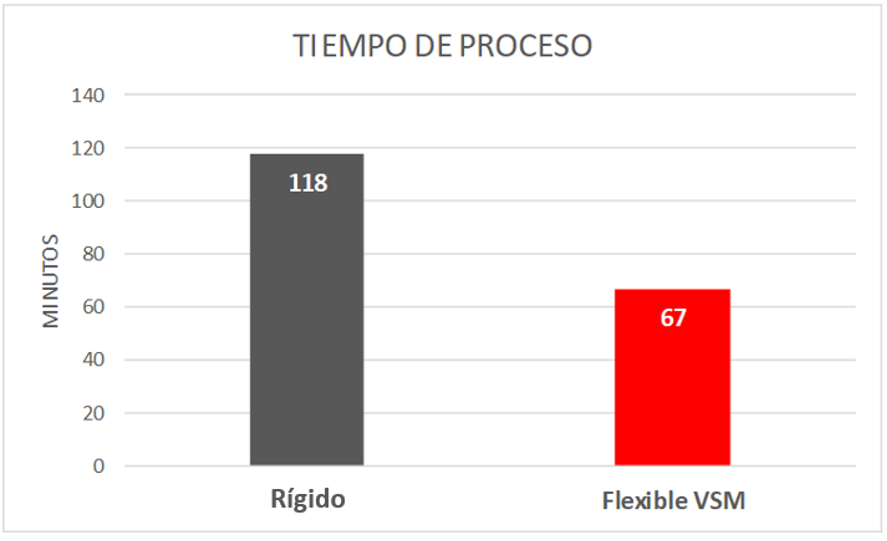
Como se puede ver en la gráfica, la diferencia de tiempos fue considerable dando como resultado múltiples beneficios:
- Menor tiempo de proceso.
- Mejor acabado.
- Menor consumo de abrasivos.
- Menor diversidad de consumibles.
- Menos tiempos de parada.
