El rebarbado es la operación de eliminar el material sobrante, con forma de aleta o forma globular, producidos por procesos de corte, mecanizado, estampado, embutición, moldeo, entre otros. La naturaleza de las rebabas, rebarbas (o escoria) es diferente para cada caso y su eliminación supone un requisito previo para procesos posteriores como la aplicación de recubrimientos, por ejemplo.
En términos económicos y de productividad, es muy importante que el rebarbado sea rápido, eficaz y deje la pieza con la calidad demandada. A continuación, se expondrán los principales procesos mecánicos que producen rebarbas y las soluciones para el rebarbado.
Quitar rebabas generadas después de un proceso de corte
Los procesos de corte industrial de chapa metálica se pueden clasificar en tres grupos de procesos, mecánicos, térmicos y erosivos, los cuales se describirán a continuación:
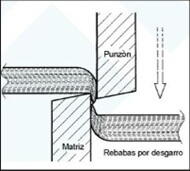
Procesos mecánicos: punzonado y troquelado
Se basan en el corte por cizalladura. La diferencia entre ambos reside en que, en el troquelado, el trozo de material que recorta el punzón es la pieza final, y en el punzonado, el trozo cortado es el desperdicio/descarte. Ejemplos de variantes a estos procesos son el ranurado o el perforado (Figura 1).
Proceso térmico: láser, plasma y oxicorte
- Corte por láser: esta técnica es empleada principalmente para cortes de chapa con espesores entre 0,5 y 6 mm. Para realizar el corte, un haz de luz coherente y localizado funde o evapora el trayecto programado sobre la pieza de trabajo. El material fundido o volatilizado producto del corte se evacúa con un gas auxiliar a presión (oxígeno, nitrógeno o argón). No obstante, en muchos casos este material fundido se solidifica antes de que pueda ser evacuado y genera rebabas de tamaños considerables y con forma de estalactitas (Figura 3).

- Corte por plasma: Este método emplea un chorro de gas ionizado, conocido como plasma, para cortar metales conductores. Este tipo de corte es rápido y eficiente, y puede ser efectivo en materiales de diferentes espesores, desde láminas delgadas hasta placas gruesas. La rebaba generada por el corte por plasma es moderada y requiere un proceso posterior de limpieza y acabado, dependiendo de la precisión requerida. Es una opción popular en la industria de la construcción y la fabricación de maquinaria pesada.
- Oxicorte: El oxicorte utiliza una mezcla de oxígeno y gas combustible, como acetileno o propano, para cortar metales, principalmente acero. Este método es especialmente adecuado para cortes gruesos y pesados, como en la industria de la construcción y la reparación de estructuras metálicas.
El oxicorte genera una rebaba considerable, lo que requiere un proceso posterior de saneado y acabado más extenso para obtener bordes limpios y precisos. A pesar de esto, sigue siendo una técnica muy utilizada debido a su capacidad para cortar materiales de gran espesor y su relativa simplicidad y bajo costo.
Procesos erosivos: chorro de agua con abrasivo y disco de corte
- Corte por chorro de agua con abrasivo: Consiste en proyectar un chorro de agua coherente y localizado, mezclado con abrasivos en polvo basados en óxido de aluminio o silicatos, sobre la superficie de la chapa (Figura 6)

El resultado del corte por chorro de agua proporciona un acabado limpio, preciso y con rebabas casi inexistentes, lo cual a menudo elimina la necesidad de un acabado secundario para su remoción.
- Corte con disco abrasivo: Este es el método de corte manual más empleado. El tamaño de las rebarbas va en función del grosor del disco de corte, que suele estar entre 0,8 y 2,5 mm. En cualquiera de los casos, las rebabas siempre aparecerán tras este método de corte y es necesario repasarlas por peligrosidad a los enganchones, cortes o posibles lesiones que puedan ocasionar.
Métodos manuales para el rebarbado con abrasivo flexible
Amoladoras angulares:
Son máquinas neumáticas o eléctricas y su uso es muy común por su bajo coste de adquisición y su polivalencia de uso en diferentes operaciones de taller. Permiten eliminar las rebabas con gran rapidez.
Tienen como inconveniente el no poder acceder con facilidad a huecos pequeños o ángulos cerrados. Obligan al operario a realizar un gran esfuerzo físico que suele degenerar en lesiones a largo plazo. Requieren de cierta experiencia de uso para no ocasionar defectos en las piezas. Este proceso se realiza con la ayuda de discos de fibra montados sobre platos de soporte.

Lijadoras orbitales:
Su utilización es común en piezas con pequeñas rebabas, preferentemente en materiales blandos y piezas sin obstáculos que puedan provocar la rotura del disco. Existen en versión eléctrica y neumática, aunque en empresas con una alta tasa de uso se tiende a usar las neumáticas por su ligereza y reducido coste de mantenimiento.
Se trata de máquinas que simulan el movimiento manual que realizaría un operario. Trabajan a bajas revoluciones, lo que hace que sea más difícil cometer errores y clavar la lija en exceso en el desbarbado. Como contrapartida, este punto ralentiza la eliminación de rebabas. Aquí nos encontraremos discos con soporte de velour que puede trabajar totalmente planos sin causar problemas en las piezas.

Lijadoras de tambor:
Se trata de una máquina portátil, mayoritariamente eléctrica, donde el trabajo lo realiza un manguito de lija montado sobre una polea expansiva o neumática. Su forma de funcionar es parecida a la de la amoladora angular, con la ventaja de la planitud y el menor riesgo de dejar marcas indeseadas. Como alternativa al sistema manguito-polea, se puede trabajar con un cepillo milhojas, que necesitará más tiempo para el rebarbado, pero permitirá acceder a los huecos por su flexibilidad.

Para un trabajo manual, efectivo y rápido que nos proporcione superficies perfectas, es importante conocer los abrasivos adecuados para el proceso, además de los diferentes procesos que se pueden realizar.
En VSM Abrasivos, somos especialistas en la fabricación de abrasivos flexibles y en su aplicación. Si todavía tienes dudas sobre cómo rebarbar manualmente una chapa, contacta con nosotros y te ayudaremos.