

Las construcciones en acero inoxidable suelen tener grosores mucho menores que en acero al carbono, lo que implica un mayor riesgo de debilitamiento por un exceso de rectificado accidental.
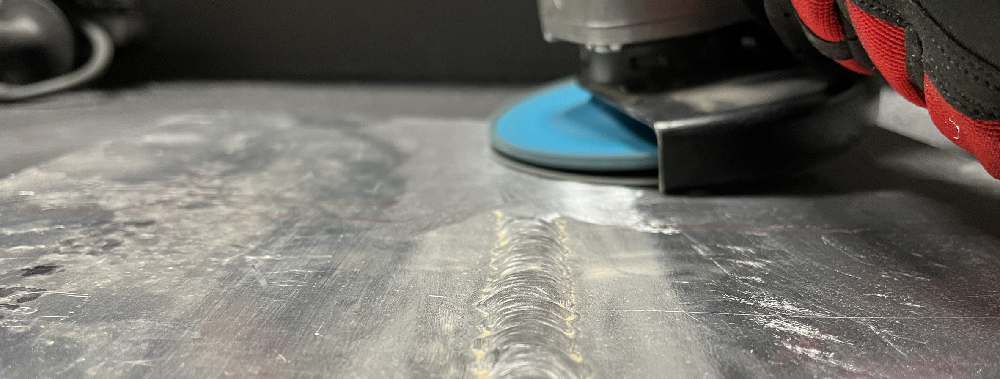
- Rebaje, calibrado o rectificado de la soldadura
Existen diversos motivos por los que debe rebajarse una soldadura ya que esta operación en la mayoría de los casos, lejos de debilitar la unión, puede hacerla más efectiva siempre que no llegue a comprometerse su espesor.
Un buen procedimiento de rebaje en un cordón de soldadura puede mejorar muchos aspectos del producto final. Desde la estética, hasta su resistencia y durabilidad.
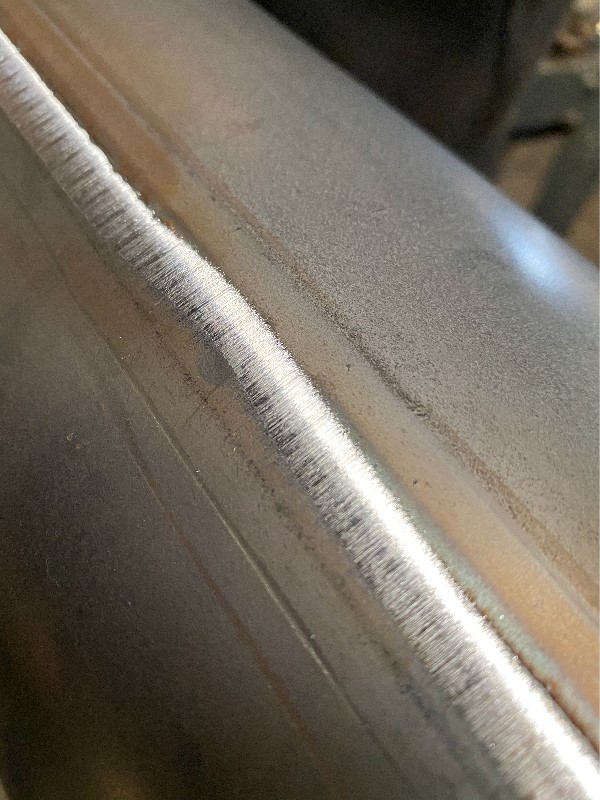
Un cordón o costura será siempre un elemento extraño o “postizo” dentro de un conjunto soldado. Como se ha comentado antes, una soldadura realizada con esmero en acero inoxidable puede llegar a ser muy vistosa y atractiva. El aspecto general del conjunto suele ser más limpio e indicar mejor calidad si no se observan costuras. Por otra parte, suavizar las transiciones de ese cordón o “protuberancia” disminuirá también tensiones superficiales que podrían desencadenar grietas, especialmente en soldaduras que presenten muchas irregularidades.
En materiales con poca conductividad térmica, como los aceros inoxidables, un proceso de soldadura generará también una ZAT o Zona de Afectación Térmica que será más crítica en la superficie, donde la alta temperatura en contacto con el Oxigeno provocará una decoloración como respuesta a una oxidación superficial. Con un leve esmerilado superficial se conseguirá eliminar esta zona decolorada u “oxidada” favoreciendo la generación de una capa pasivante, que protegerá la pieza de forma eficaz.
Y finalmente, un correcto rebaje y esmerilado proporcionará también un mejor ajuste en el caso que las piezas soldadas deban fijarse a otras piezas.

Abrasivos para trabajar un cordón de soldadura
Para el saneado de soldadura existen varios formatos de abrasivos, pero es importante descubrir cuál es el óptimo según tu proceso de saneamiento.