Los metales y la temperatura
La decoloración térmica del acero inoxidable es un gran problema a evitar en los procesos de transformación que realizamos hoy en día con este material utilizado tan ampliamente en la industria.
Desde hace más de 10.000 años, el hombre ha estado adaptando los metales a sus necesidades con la ayuda del calor. Fundición, forja, temple, recocido…ninguno de los objetos metálicos que nos rodea podría existir sin haber pasado por un proceso en el que la temperatura haya facilitado su transformación, ya sea estructural, química o morfológica.
Si hay un factor en el universo que sea determinante para cambiar el estado de la materia… no es otro que la temperatura.
Desde la edad del hierro hasta nuestros días, el color del metal ha sido un indicador muy preciso del temple (ablandamiento) del material. En el oficio de herrero, por ejemplo, reconocer y jugar con este factor era la clave fundamental de un buen artesano, puesto que las propiedades del metal pueden cambiar de forma trascendental en función de su tratamiento térmico y hacer que la pieza resultante sea excelente… o inutilizable.
Asimismo, con cualquier proceso donde se exponga un metal a altas temperaturas, ya sea en la soldadura, el corte, el mecanizado o el lijado, las propiedades del material trabajado pueden igualmente verse comprometidas, obteniendo resultados indeseados.

El acero inoxidable y la temperatura
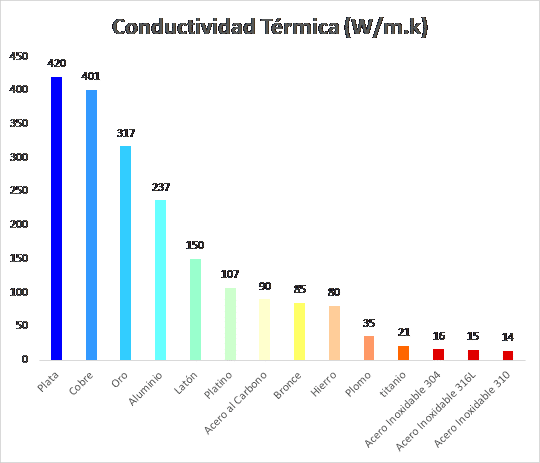
Hemos visto la afectación que puede tener la temperatura en los metales; si ahora añadimos una importante variable que nos indique la facilidad con la que el calor pasa a través de un material y nos concentramos en el acero inoxidable, cuya conductividad térmica es muy reducida (gráfico), obtendremos como resultado un delicado combinado que, como mínimo, nos invite a pensar que exponer un acero inoxidable a procesos con un elevado aporte térmico puede darnos algún que otro dolor de cabeza.
La zona de afectación térmica (HAZ)
Cuando aplicamos un tratamiento térmico a una pieza, de manera homogénea, podemos modificar sus características de forma global, puesto que la estructura interna se acomoda a su entorno en unas condiciones uniformes. Sin embargo, al aplicar el calor en un área localizada, la escasa conductividad térmica de este material provocará una enorme diferencia de estado entre la zona afectada y sus alrededores, generando grandes esfuerzos de tensión y estrés que provocarán una degradación química y estructural. Esta zona se denomina “Zona de Afectación Térmica” o HAZ (Heat-Affected Zone)
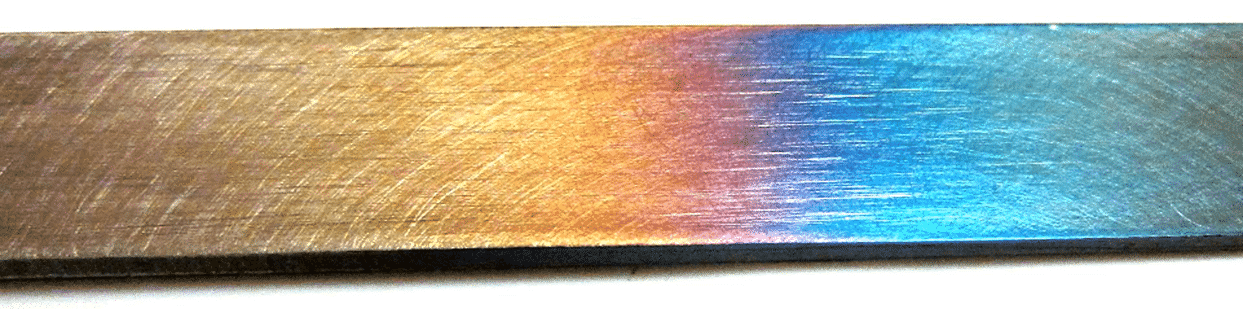
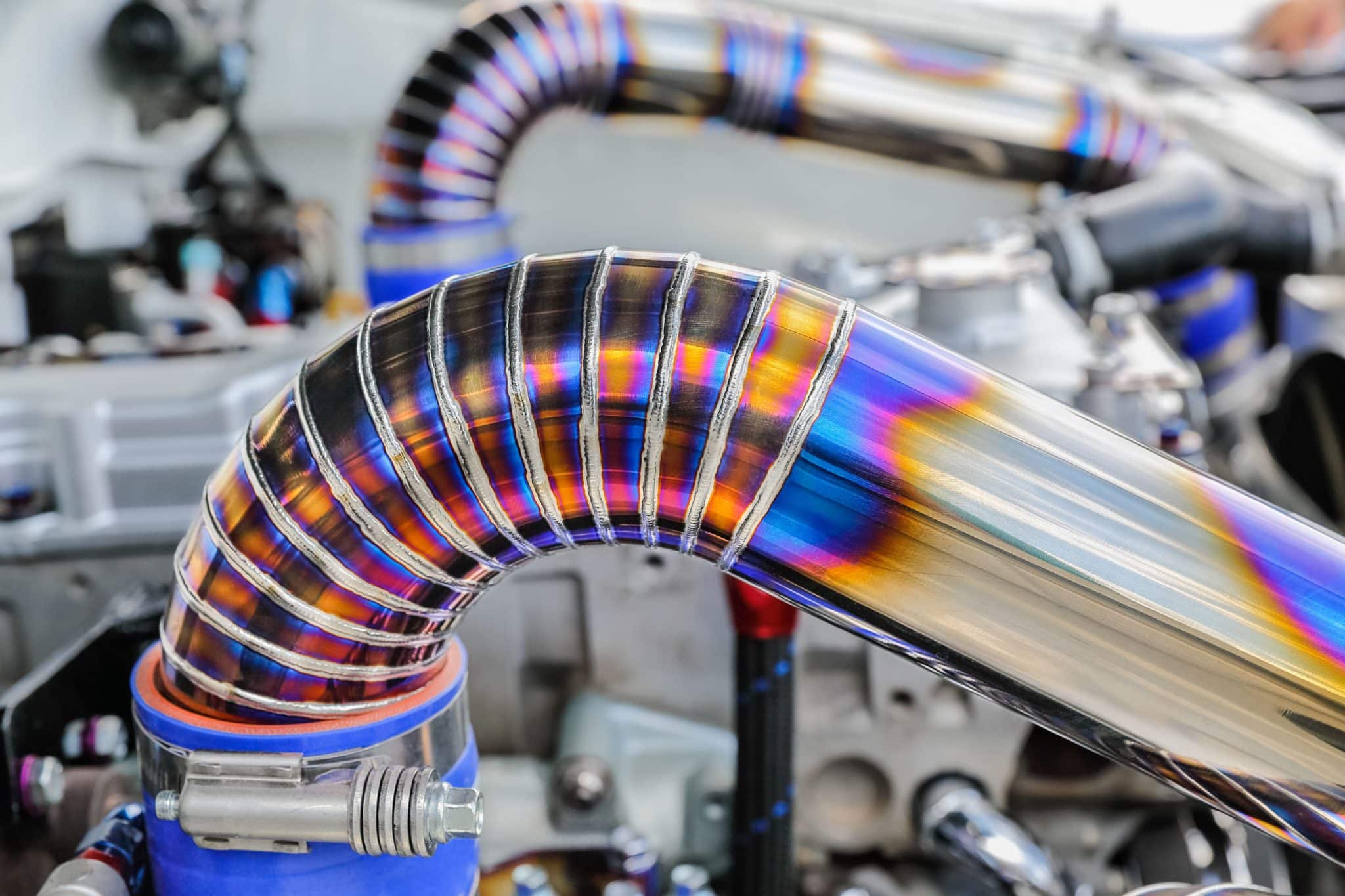
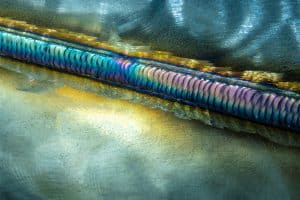
Especialmente en las operaciones de corte por fusión y soldadura, esta zona se puede reconocer fácilmente por una serie de franjas de colores brillantes. Los colores, causados por la oxidación de la superficie, son un indicador aproximado de la temperatura que ha alcanzado el metal, y aunque en algunos casos pueden resultar atractivos, comprometen especialmente la resistencia a la corrosión del acero inoxidable.

Cuanto más oscuro es el color, más espeso es el nivel de oxidación que ha afectado al metal y menor será su resistencia a la corrosión.
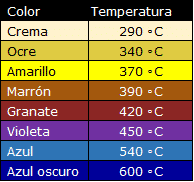
En la siguiente tabla podemos ver una aproximación de los colores de oxidación que se forman en el acero inoxidable Tipo 1.4301 (AISI 304) con la temperatura, puesto que el acero inoxidable se oxida:
Este espectro de colores, también denominados “tinte térmico”, se producen en función de varios factores:
- Contenido de cromo en la aleación. El Cromo es el principal responsable de la resistencia del material a la oxidación, y mientras mayor sea su concentración, menor va a ser su susceptibilidad para oxidarse, generando coloraciones menos intensas y resistiendo mayores tiempos de exposición.
- Nivel de oxígeno. No hay oxidación sin Oxígeno, así que cuanto menor sea su concentración en la atmósfera existente durante el proceso de corte, soldadura o mecanizado, menor va a ser la oxidación.
- Rugosidad superficial. Una superficie rugosa, con zonas irregulares, heterogéneas, presentará una dificultad añadida a la disipación térmica, acentuando el efecto de oxidación y originando colores más oscuros.
- Contaminantes superficiales. Sustancias como pintura, lubricantes, óxido, o cualquier elemento de suciedad en la superficie, aunque no afectarán la extensión de la Zona de influencia Térmica, pueden potenciar la oxidación y acentuar la coloración térmica.
¿Cómo prevenir la aparición de la decoloración en los procesos de transformación del acero inoxidable?
Una vez analizadas las causas de la decoloración, podemos asumir que, para evitarla, lo más eficaz será mantener la temperatura a raya; así que intentaremos escoger o adecuar los procesos de transformación para que tengan la menor incidencia posible en el calentamiento de la pieza:
Procesos de corte
Las tecnologías de corte se dividen en aquellas que utilizan métodos mecánicos por abrasión:
- El punzonado o el chorro de agua, que no tiene un aporte térmico y por lo tanto no provocará decoloración alguna
Las que emplean métodos térmicos, como, plasma, láser u oxicorte:
- El corte por láser genera la zona de influencia térmica (HAF) más pequeña entre todas las técnicas de corte térmico porque aplica calor en un área muy pequeña, aunque está limitado a espesores de hasta 30mm.
- El corte por plasma, adecuado para chapa gruesa, genera una HAF intermedia porque el pulso de plasma es más ancho que el láser.
- El oxicorte genera la HAF más amplia de todos los sistemas de corte térmico debido al calor intenso, la velocidad lenta y las llamas anchas siendo específicamente inadecuado para el acero inoxidable, precisamente por su aporte de oxígeno, que provocará una oxidación inmediata, crítica en este material.

Procesos de soldadura
Los aceros inoxidables pueden soldarse empleando la mayoría de los procesos comerciales de soldadura con alguna excepción, que al igual que en el caso del oxicorte, se debe precisamente a la combinación de un excesivo aporte térmico y la presencia de oxígeno, que arruinarían el material.
Los procesos más populares de soldadura son:
- La soldadura manual con electrodo revestido (SMAW)
- El proceso TIG
- El proceso MIG
Aunque existen otros muchos procesos y variantes que pueden ser adecuados, la afectación térmica de cada uno dependerá de muchos parámetros y requeriría un estudio en profundidad, aunque de forma general, podemos deducir que con cualquiera de ellos, el tiempo de exposición térmica será clave en el resultado, por lo que deberemos encontrar la máxima velocidad de avance que pueda garantizarnos una soldadura eficaz.
Procesos de arranque de viruta: Mecanizado, lijado y pulido
En los tratamientos mecánicos, la aportación térmica se producirá principalmente como resultado de la fricción, por lo que nuestros esfuerzos deben centrarse en reducirla, utilizando las herramientas adecuadas que nos ofrezcan un corte rápido y eficaz, de forma que las operaciones puedan realizarse en el menor tiempo posible.
 El uso de refrigerantes líquidos, como agua, taladrinas, o aceites de corte, reducirá la temperatura en la pieza, sin embargo, este efecto es el resultado de un descenso en la fricción, y la herramienta de corte puede perder eficacia si introducimos una capa entre esta y la pieza, que podrá mermar su capacidad de penetración, requiriendo mayor tiempo para realizar el trabajo y acumulando, al final, una mayor temperatura. El uso inapropiado de un refrigerante ya sea por el producto en sí, por la cantidad, o por la forma de aplicarlo, puede ser perjudicial para el proceso. Debemos asegurarnos entonces si un elemento refrigerante es realmente necesario y si es así, seleccionar el más apropiado.
El uso de refrigerantes líquidos, como agua, taladrinas, o aceites de corte, reducirá la temperatura en la pieza, sin embargo, este efecto es el resultado de un descenso en la fricción, y la herramienta de corte puede perder eficacia si introducimos una capa entre esta y la pieza, que podrá mermar su capacidad de penetración, requiriendo mayor tiempo para realizar el trabajo y acumulando, al final, una mayor temperatura. El uso inapropiado de un refrigerante ya sea por el producto en sí, por la cantidad, o por la forma de aplicarlo, puede ser perjudicial para el proceso. Debemos asegurarnos entonces si un elemento refrigerante es realmente necesario y si es así, seleccionar el más apropiado.
En el caso de procesos de lijado o esmerilado con abrasivos sobre soporte flexible, es muy importante asegurarse de que el soporte seleccionado permite el trabajo en medios húmedos, ya que no todos ellos lo permiten. De lo contrario podemos encontrarnos con que estos se elongan e incluso se degradan. En cambio, el uso de bandas de lija o discos abrasivos con el soporte adecuado, permiten el trabajo en húmedo sin ningún problema.
Dentro de esta familia de abrasivos flexibles, es posible el uso de productos que incorporan capas refrigerantes. Se trata de aditivos que actúan refrigerando localmente la zona donde los granos abrasivos inciden sobre las piezas y reducen la temperatura para limitar la aparición de decoloraciones.
La selección adecuada del grano es muy relevante: un grano que no tenga la capacidad de arrancar bien la viruta de la pieza, tendrá una mayor fricción y por lo tanto tenderá a elevar la temperatura en el área de trabajo. Por ello, la selección de la tecnología de grano es clave.
La velocidad de corte es un factor muy importante en un proceso mecánico, mientras mayor sea ésta, más rápido (generalmente) vamos a realizar el trabajo y mejor calidad de superficie obtendremos. Obviamente, la carga térmica también aumentará más rápidamente. Debemos encontrar la velocidad adecuada, que nos aporte suficiente rapidez en el trabajo sin llegar a provocar una carga térmica crítica.
Existen diversas tablas donde podemos encontrar las velocidades de trabajo adecuadas a cada proceso y material, sin embargo, la variable trascendental que condiciona estos valores es la temperatura; así que, si aumentando la velocidad de corte en nuestro proceso, conseguimos una reducción proporcional en el tiempo de exposición, la carga térmica total será siempre menor.
La velocidad de avance en un proceso mecánico nos definirá el tiempo que se requiere para realizar el recorrido necesario sobre la pieza. En definitiva, el tiempo de exposición.
Al contrario de la velocidad de corte, mientras mayor sea la velocidad de avance, menor será la carga térmica, debido a un menor tiempo de exposición y por consiguiente, la temperatura acumulada por la pieza. Sin embargo, en este caso, tanto la extracción de material acumulada como el acabado superficial empeorarán con un aumento en la velocidad de avance.
Debemos encontrar la forma de realizar la tarea en el menor tiempo posible, esto es, con la mayor velocidad de avance posible, pero comprobando que se elimina la cantidad necesaria de material y el acabado superficial es correcto.
¿Cómo eliminar decoloraciones en acero una vez se han producido?
Como hemos visto, las decoloraciones o tinte térmico son un indicador de una oxidación en la capa superficial del acero, donde la resistencia a la corrosión quedará comprometida. Si en nuestro proceso de transformación no hemos podido impedir la decoloración, debemos proceder a su eliminación, lijando hasta exponer la capa subyacente y reactivar el proceso de pasivación natural del acero inoxidable.
Dependiendo del color (espesor de la capa oxidada) deberemos profundizar mas o menos para eliminar-la por completo. Para ello se recomienda utilizar un disco abrasivo de grano cerámico con refrigerante incorporado, que le garantizará un corte frio y un trabajo rápido, de forma que no se vuelva a crear una zona de afectación térmica.
Consulte con los expertos en abrasivos flexibles sobre los diversos formatos y tamaños de grano adecuados a cada caso. Descubre más información sobre este material, su relación con la arquitectura en el mundo abrasivo o cómo satinar acero inoxidable.
