
El satinado es un proceso que permite suavizar y homogeneizar las rayas en una superficie, dando un aspecto más limpio, suave y uniforme con un brillo mínimo. Podemos encontrar un acabado satinado en electrodomésticos, cocinas, escaleras mecánicas, hospitales, cualquier área de trabajo donde haya contacto con alimentos, revestimiento de paredes y muebles, mobiliario urbano y en las fachadas de los edificios. Por ello, en este post, hablaremos de cómo satinar acero inoxidable.
Qué es satinar acero inoxidable
El acabado satinado también es conocido como cepillado, de acuerdo con el SSINA (Specialty Steel Industry of North America) como su nombre lo indica, es el resultado de “cepillar” la superficie del acero inoxidable, con distintos abrasivos, normalmente en forma de cepillo o banda de vellón.
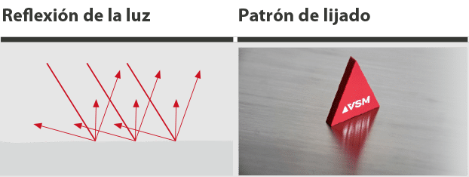
Este acabado suaviza y delimita la reflexión de la luz, reduciendo el brillo y mejorando la uniformidad, aspecto que resultará muy favorable para la iluminación en distintos ambientes.
Como la palabra que le da nombre (satén), su aspecto final da la sensación de suavidad y permite que los diferentes ambientes donde se aplica luzcan elegantes, es fácil de limpiar y su apariencia es muy agradable.

Cómo satinar acero inoxidable
Estos son los pasos a seguir para dar un acabado satinado a una pieza de acero inoxidable, en función del acabado o estado original de la pieza y utilizando herramientas portátiles:
- En el caso de partir de una superficie especialmente rugosa o con protuberancias, a eliminar como por ejemplo cordones de soldadura, podemos utilizar de partida una lijadora radial con un disco abrasivo cerámico de fibra o tela en un grano basto entre 60 y 180 en función del volumen de material a eliminar.
- Para suavizar la raya del proceso anterior, necesitaremos usar un abrasivo en un tamaño de grano más fino, aunque no excesivamente. Lo ideal es no realizar saltos de más de 3 granos (los granos intermedios de preparación suelen ser entre 180 y 400), para homogeneizar correctamente las partes desbastadas con el resto de superficie dando como resultado un acabado esmerilado radial.
- Para terminar, haciendo uso de una lijadora-satinadora junto con un rodillo o manguito abrasivo de vellón en granos 180-Medium o 240-Fine, dependiendo del proceso anterior y el nivel de acabado que pretendamos. Este sistema de lijado con tambor o rodillo, aportará un acabado direccional recto eliminando el patrón circular del proceso anterior con lijadora radial, “cepillando” mediante movimientos suaves de vaivén para evitar las franjas o marcas de paso de la herramienta obtendremos una superficie perfectamente suave y homogénea. Nuestro acabado SATINADO.
Debe considerarse que cuanta mayor velocidad (RPM-Revoluciones por Minuto) tenga la máquina satinadora, mayor brillo tendrá el acabado, reflejando una mayor cantidad de luz que es lo contrario de lo que se busca en el acabado satinado. Las velocidades de una máquina satinadora suelen estar entre 1500 y 3500 RPM, todos ellos valores adecuados para este cometido.
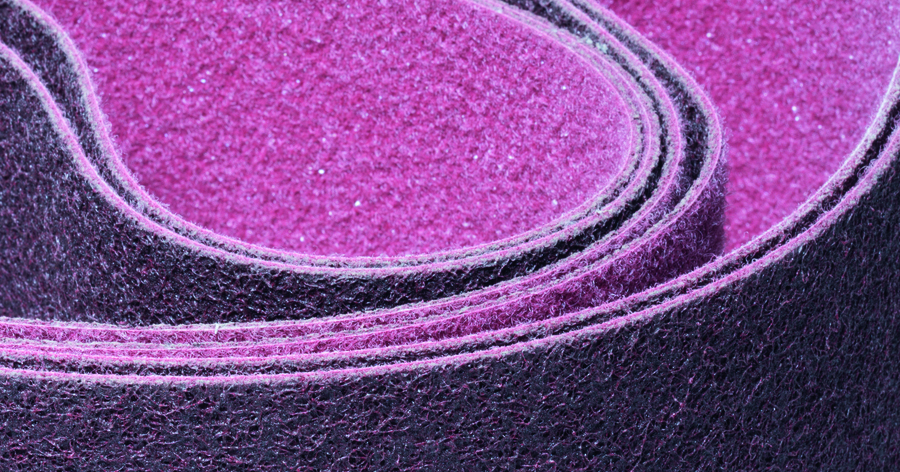
El vellón abrasivo
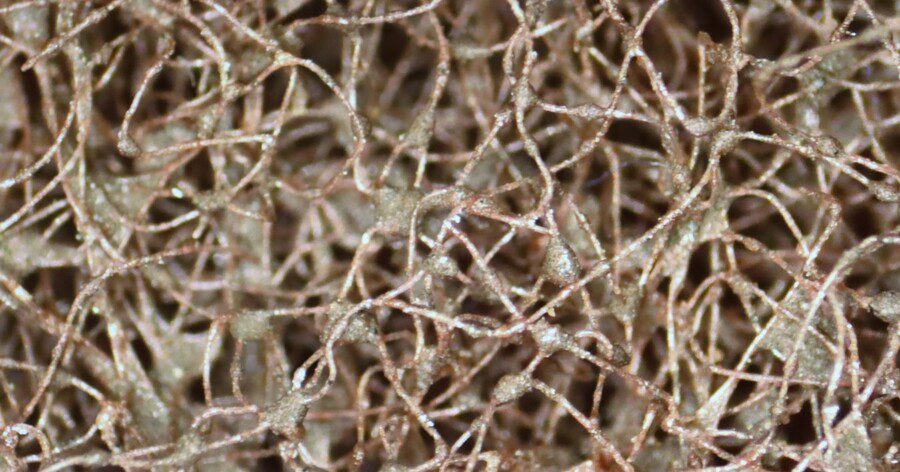
Los abrasivos de vellón tienen una estructura tridimensional en forma de entramado de fibras, en las que se deposita el abrasivo. Esta distribución les permite comportarse de forma flexible, actuando como una almohada y deslizándose sobre la pieza respetando su contorno y simplemente suavizando sus aristas en lugar de penetrar en ella y aumentar la rugosidad.
La fricción superficial provocada por este comportamiento adaptable tiene una afectación importante sobre la temperatura, es por ello que este tipo de abrasivos deben trabajar a bajas velocidades para evitar que el abrasivo pueda calentarse en exceso, provocando una fusión de las resinas y, con ello, generando manchas en la pieza en forma de brillos tostados o restos de resina.
La diferencia entre esmerilado, satinado y pulido
Frecuentemente los términos esmerilado, satinado y pulido se suelen confundir, ya que la diferencia entre ellos se limita a una apreciación visual que no siempre es clara y objetiva, sin embargo, los procesos para obtener cada uno de estos acabados del acero inoxidable son diferentes y conociéndolos podremos identificar más fácilmente si se trata de uno u otro.
Esmerilado
Una superficie esmerilada es reconocible por mostrar un patrón de rugosidad evidente, con marcas cortas y más profundas puesto que se realiza habitualmente con abrasivos flexibles que proporcionan más agresividad y penetración. Mediante el uso de granos más finos puede llegar-se a obtener acabados de rugosidad muy baja, aunque siempre existirá ese patrón de rayado.

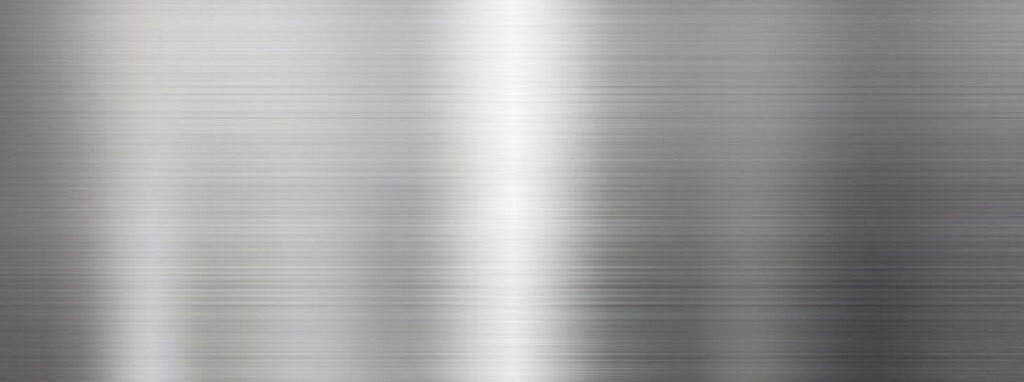
Satinado
El acabado satinado del acero inoxidable suele realizarse sobre un esmerilado anterior si la pieza requiere una preparación, ya que los materiales utilizados para satinar tienen una estructura tridimensional que se comporta como un cojín, con muy poca agresividad para retirar material, pero una flexibilidad que les permite adaptarse a la superficie y obtener acabados muy homogéneos, con una textura suave y de brillo difuso casi mate.

Pulido
Un acabado pulido del acero inoxidable requiere de la eliminación de rayas, marcas o protuberancias de forma exhaustiva, su nivel de brillo y reflectividad son muy superiores a los acabados anteriores, siendo necesarios varios pasos previos de esmerilado para llegar a este acabado. Existen varios niveles de pulido, aunque el más común en el acero inoxidable es el Pulido-Brillo en el que se puede identificar ligeramente un patrón de lijado anterior (presencia de raya muy difusa) y el Pulido-Espejo en el que no debe existir rastro alguno de operaciones anteriores.
Esperamos que este post sobre cómo satinar acero inoxidable te haya ayudado. En VSM Abrasivos somos expertos en la fabricación de abrasivos y en optimizar procesos industriales.
