
O acabamento acetinado é um processo que suaviza e homogeneíza os riscos numa superfície, dando um aspeto mais limpo, suave e uniforme com o mínimo de brilho. Um acabamento acetinado pode ser encontrado em aparelhos, cozinhas, escadas rolantes, hospitais, qualquer área de trabalho onde haja contacto com alimentos, revestimento de paredes e mobiliário, mobiliário urbano e em fachadas de edifícios. Portanto, neste post, falaremos sobre como cetim de aço inoxidável.
O que é o acabamento acetinado de aço inoxidável
O acabamento acetinado é também conhecido como escovagem, segundo o SSINA (Specialty Steel Industry of North America) como o seu nome indica, é o resultado da “escovagem” da superfície do aço inoxidável, com diferentes abrasivos, normalmente sob a forma de uma escova ou banda de velo.
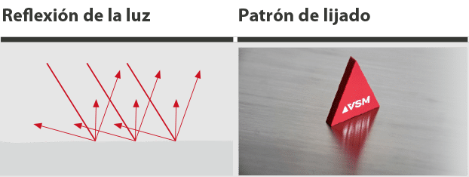
Este acabamento suaviza e delimita a reflexão da luz, reduzindo o brilho e melhorando a uniformidade, um aspeto que será muito favorável à iluminação em diferentes ambientes.
Tal como a palavra que lhe dá o nome (cetim), a sua aparência final dá a sensação de suavidade e permite que os diferentes ambientes onde é aplicada pareçam elegantes, é fácil de limpar e a sua aparência é muito agradável.

Como cetim de aço inoxidável
Estes são os passos a seguir para dar um acabamento acetinado a uma peça de aço inoxidável, dependendo do acabamento ou estado original da peça e utilizando ferramentas portáteis:
- Se a superfície a ser removida for particularmente rugosa ou acidentada, por exemplo costuras de soldadura, pode ser utilizada como ponto de partida uma lixadeira radial com um disco abrasivo de cerâmica feito de fibra ou pano num tamanho de grão grosso entre 60 e 180, dependendo do volume de material a ser removido.
- Para suavizar o processo anterior, teremos de usar um abrasivo de granulometria mais fina, embora não excessivamente. O ideal é não utilizar mais de 3 grãos (os grãos de preparação intermédia estão normalmente entre 180 e 400), a fim de homogeneizar corretamente as partes rugosas com o resto da superfície, resultando num acabamento radialmente moído.
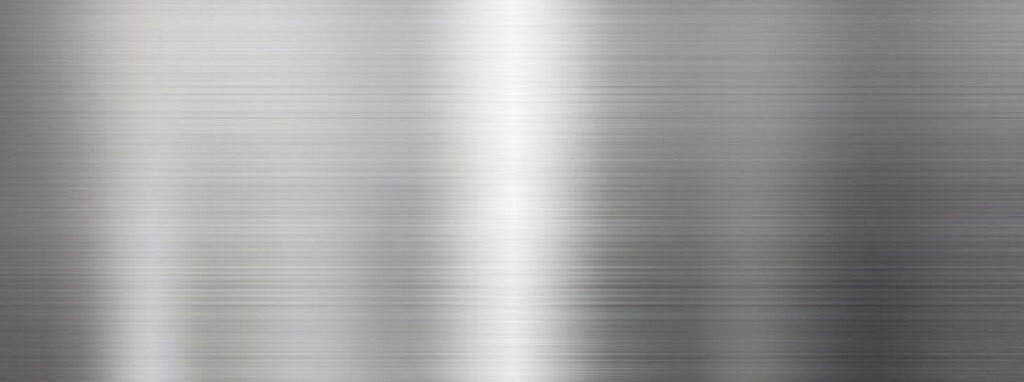
- Para terminar, utilizando uma lixadeira juntamente com um rolo ou manga abrasiva em granalha 180-Média ou 240-Fina, dependendo do processo anterior e do nível de acabamento a que nos propomos. Este sistema de lixagem com tambor ou rolo, proporcionará um acabamento direcional reto eliminando o padrão circular do processo anterior com lixadeira radial, “escovando” por movimentos suaves de ida e volta para evitar as riscas ou marcas de passagem da ferramenta obteremos uma superfície perfeitamente lisa e homogénea. O nosso acabamento SATIN.
Deve considerar-se que quanto maior for a velocidade (RPM-Revoluções por minuto) do finalizador acetinado, maior será o brilho do acabamento, refletindo mais luz, que é o oposto do que se procura num acabamento acetinado. As velocidades de uma máquina de acabamento acetinado são normalmente entre 1500 e 3500 RPM, todas elas adequadas para este fim.
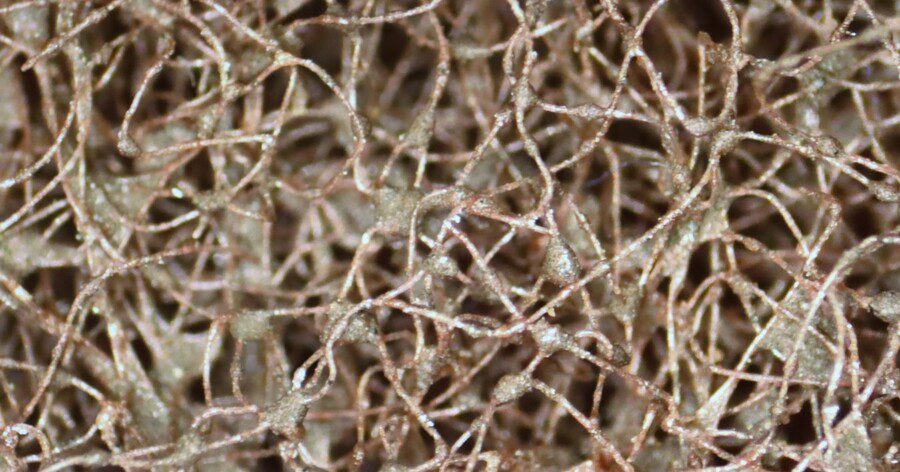
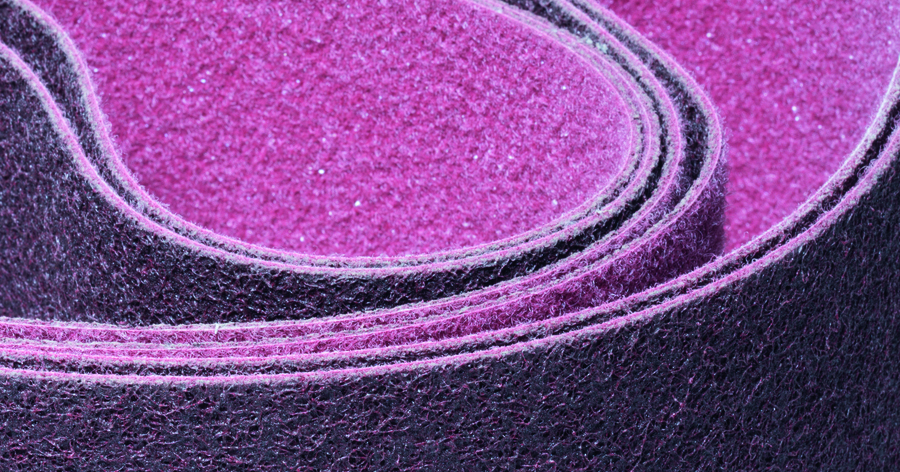
O abrasivo não tecido
Os abrasivos não tecidos (non-woven) têm uma estrutura tridimensional sob a forma de uma rede de fibras sobre a qual o abrasivo é depositado. Esta distribuição permite-lhes comportarem-se de forma flexível, agindo como uma almofada e deslizando sobre a peça, respeitando o seu contorno e simplesmente suavizando as suas arestas em vez de penetrar e aumentar a rugosidade.
O atrito superficial causado por este comportamento adaptável tem um efeito importante na temperatura, razão pela qual este tipo de abrasivo deve trabalhar a baixas velocidades para evitar o sobreaquecimento do abrasivo, provocando o derretimento das resinas e gerando assim manchas na peça sob a forma de brilho tostado ou resíduos de resina.
A diferença entre moagem, acetinação e polimento
Frequentemente, os termos terra, cetim e polido são confundidos, uma vez que a diferença entre eles se limita a uma apreciação visual que nem sempre é clara e objetiva, no entanto, os processos para obter cada um destes acabamentos do aço inoxidável são diferentes e conhecendo-os seremos capazes de identificar mais facilmente se é um ou outro.
Moagem
A superfície do solo é reconhecível por um padrão de rugosidade óbvio, com marcas curtas e mais profundas porque é normalmente feita com abrasivos flexíveis que proporcionam maior agressividade e penetração. Utilizando grãos mais finos, é possível obter acabamentos de rugosidade muito baixa, embora haja sempre um padrão de arranhões.

Cetim
O acabamento acetinado do aço inoxidável é normalmente efetuado por cima de uma trituração anterior se a peça necessitar de preparação, uma vez que os materiais utilizados para o acabamento acetinado têm uma estrutura tridimensional que se comporta como uma almofada, com muito pouca agressividade para remover o material, mas uma flexibilidade que lhes permite adaptar-se à superfície e obter acabamentos muito homogéneos, com uma textura suave e um brilho difuso, quase mate.

Polimento
Um acabamento polido em aço inoxidável requer a remoção de riscos, marcas ou protuberâncias de uma forma exaustiva, o seu nível de brilho e refletividade é muito superior ao dos acabamentos anteriores, sendo necessárias várias etapas de moagem anteriores para alcançar este acabamento. Existem vários níveis de polimento, embora o mais comum no aço inoxidável seja o Polido-Molha, no qual um padrão de lixagem anterior pode ser ligeiramente identificado (presença de um risco muito difuso) e o Polido-Espelho, no qual não deve haver vestígios de operações anteriores.
Esperamos que esta publicação sobre como fazer o acabamento acetinado do aço inoxidável o tenha ajudado. Na VSM Abrasivos somos fabricantes de lixas e abrasivos e especialistas na otimização de processos industriais.
