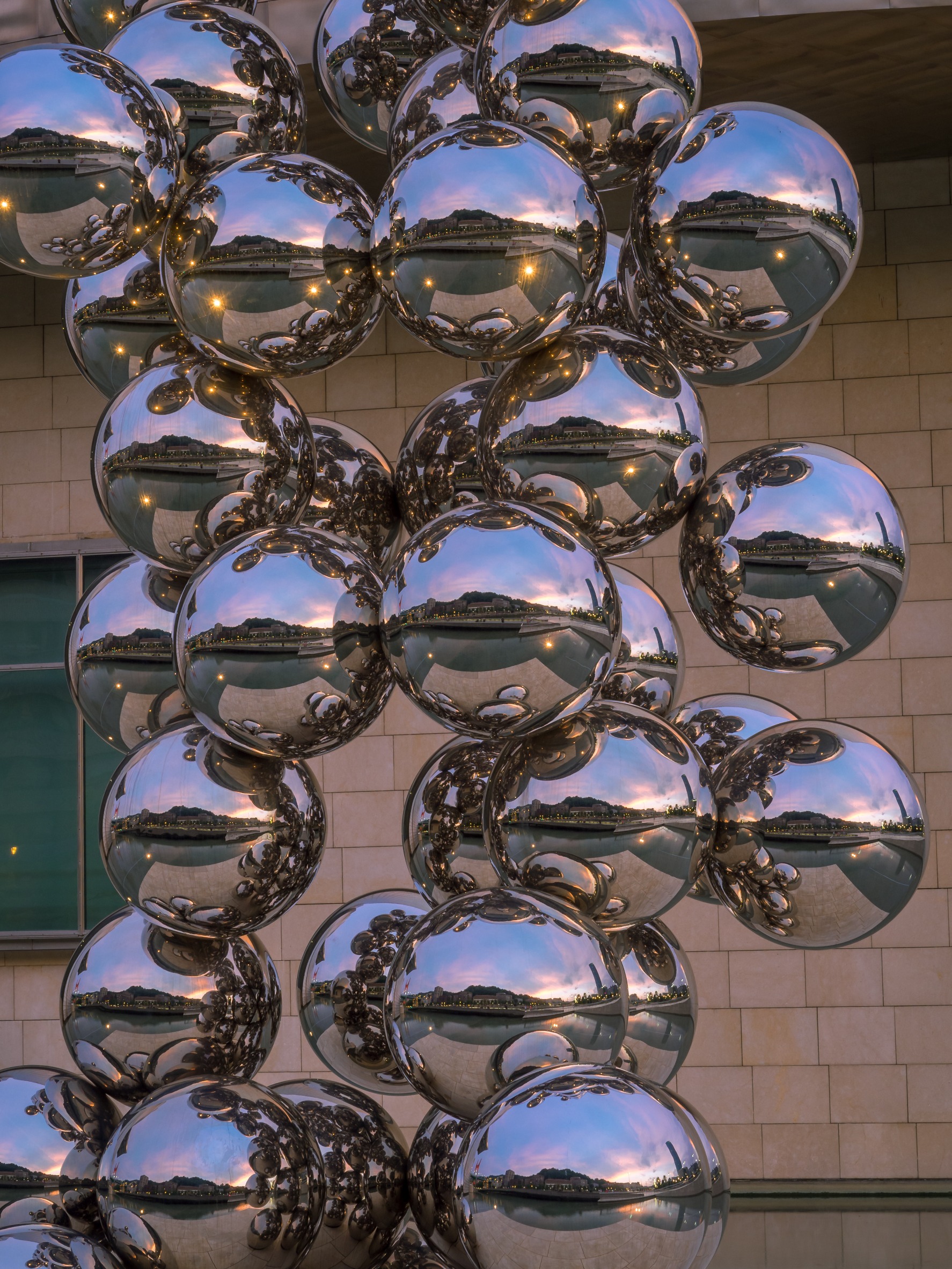
O polimento espelhado é um dos acabamentos mais laboriosos em superfícies metálicas. O olho humano é capaz de diferenciar defeitos extremamente pequenos, há estudos que afirmam que a resolução da nossa visão pode chegar aos 500 pixels por polegada, cerca de 0,005 mm! No entanto, o nosso cérebro vai ainda mais longe e quando se trata de comparar 2 imagens, a real e a reflexão, que é o que acontece quando olhamos para um espelho, a reflexão aumenta e torna evidente para a nossa visão qualquer defeito, seja a nível micrométrico ou qualquer deformação mais ampla, portanto, para alcançar uma superfície especular (que reflete a luz uniformemente no mesmo ângulo em que atinge) requer compreensão e preparação especiais da superfície que enfrentamos, na qual as ferramentas utilizadas serão de importância crucial. Neste artigo podemos encontrar informações que nos ajudarão a aumentar a qualidade do polimento final e a alcançar o brilho do espelho de forma mais rápida e eficaz.
Rugosidade e reflexão
Compreender como é que uma superfície deve ser ajustada para refletir fielmente o seu ambiente é crucial para compreender todo o processo de polimento. Cada peça tem uma topografia de superfície que, quando avaliada a um nível micrométrico, é chamada rugosidade e assemelha-se ao perfil das montanhas de uma cadeia de montanhas, cheia de picos e vales. O polimento de uma peça implica a redução de todas as saliências à mesma altura que o mais profundo dos vales que ela contém. Quanto menores forem as diferenças entre picos e vales e quanto melhor for a planicidade da superfície, melhor será a reflexão, mostrando uma imagem mais precisa do ambiente refletido, que é chamada “reflexão especular” ou “brilho espelhado”.
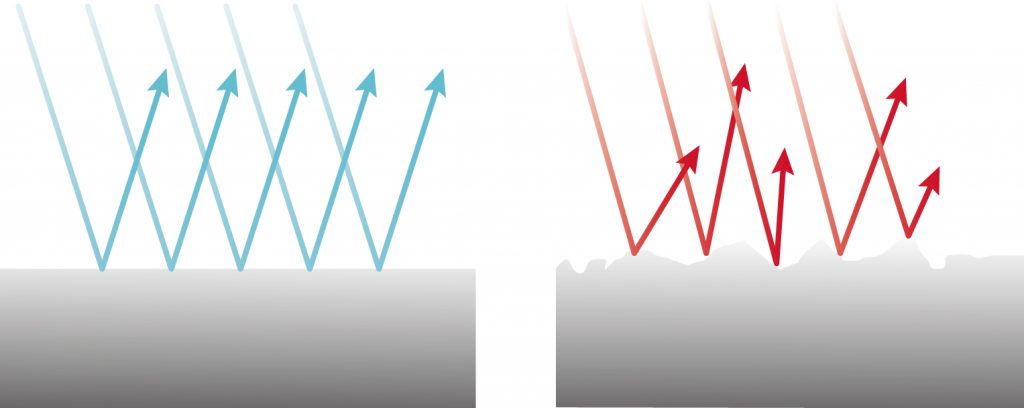
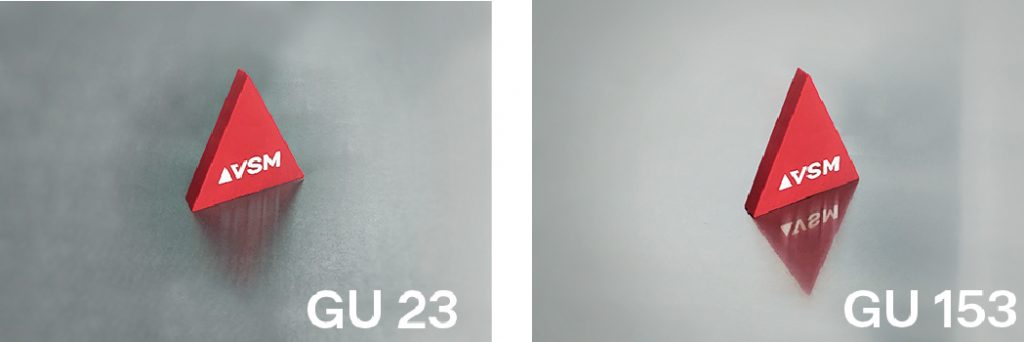
Para medir a refletividade de uma superfície, é utilizado um instrumento chamado medidor de brilho, que emite um feixe de luz num ângulo específico e avalia a quantidade de luz refletida no ângulo oposto, dando um valor chamado GU (Gloss Units ou Unidades de brilho). Quanto mais alto for o valor GU, maior será a refletividade.
O caminho para o polimento: Moagem e preparação
Para conseguir uma reflexão de qualidade ou um polimento espelhado, será necessário trabalhar com abrasivos suficientemente agressivos para remover as saliências ou picos até à base dos vales mas, muito importante, sem exagerar, pois quaisquer riscos mais profundos só agravarão o estado da superfície, razão pela qual o estado inicial da superfície será decisivo para determinar o nosso ponto de partida e o tamanho adequado do grão abrasivo deve ser selecionado para permitir que esta tarefa seja levada a cabo de forma eficiente.
Se for necessário um abrasivo maior que 180 gramas ou se começarmos com uma rugosidade maior que Rz:~10 µm, consideramos este passo como desbaste.
Uma vez disponível uma superfície corretamente calibrada, deve ser efetuada uma preparação adequada, ainda com abrasivos com a capacidade de remover cristas, uma vez que a rugosidade deve ser reduzida para cerca de Rz:~2 µm, que é a barreira na qual ferramentas de polimento como escovas de corda, sisal, algodão ou flanela, acompanhadas de abrasivos em pasta com tamanhos de grão da ordem de 1000/2000 e mais finos, poderiam já entrar em jogo. Para uma correta preparação para o polimento, uma ou mais etapas com ferramentas abrasivas com um tamanho de grão entre 180 e 600 serão portanto necessárias, dependendo da etapa de desbaste anterior.
Abaixo encontra-se uma pequena mesa com as etapas recomendadas para um processo de lixagem e polimento com ferramentas radiais, dependendo do estado original de uma peça.
| Origem | CLEARING | PREPARAÇÃO | PULIDO | ||
| Placa 2B com pequenos defeitos | Disco de grão Klett multicamadas P120 | Disco de grão de klett multicamadas P400 | Escoba de Sisal + Pasta de polir rosaLimpezaEscova de Algodão/Flanela + Pasta de polir brancaLimpeza minuciosaRepetir a etapa anterior até se consigue a reflexão desejada. |
||
| vareta TIG reduzida | Actirox 80+ disco de fibra | Disco de grão de klett multicamadas P400 | |||
| Chapas de metal com defeitos graves | Actirox 60+ disco de fibra | Disco de grão cerâmico klett #100 | Disco de grão de klett multicamadas P400 | ||
| Soldaduras de alta contribuição | Actirox 36+ disco de fibra | Actirox 60+ disco de fibra | Disco de grão Klett multicamadas P180 | Disco Klett multicamada de grãos P600 | |
Os processos apresentados neste quadro foram testados em laboratório e em empresas industriais, embora os resultados possam diferir significativamente em função das ferramentas, das condições de trabalho e, claro, da competência do operador.
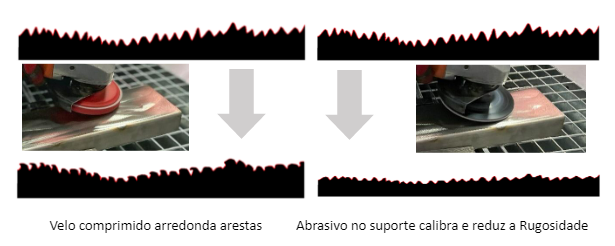
Para realizar este tipo de operações de preparação de superfícies, o uso de abrasivos de velo comprimidos, enrolados, ou como são normalmente chamados “Tira-riscos”, é muito difundido, e embora o seu trabalho possa ser muito versátil em processos de polimento de brilho de baixa qualidade, para conseguir um polimento espelhado, será necessário um abrasivo suportado, uma vez que o velo se limita a alisar as cristas, deixando um efeito acetinado sem atingir a base da rugosidade, para conseguir um polimento espelhado, será necessário um abrasivo suportado, uma vez que o velo se limita a suavizar os sulcos deixando um efeito acetinado mas sem atingir a base da rugosidade, tornando assim impossível melhorá-lo, tornando o processo de polimento muito mais enfadonho.
Os temidos riscos de fundo
Os riscos de fundo são um dos problemas mais típicos e irritantes quando se efetua polimento espelhado. Estes riscos também aparecem uma vez iniciado o processo de polimento, pelo que requerem a repetição dos passos anteriores até se encontrar a origem. Isto acontece quando o objetivo é fazer um salto muito distante de grãos, eliminando as arestas mais superficiais, mas deixando alguns vales profundos que não são evidentes a olho nu até que a peça seja polida.
Para evitar a presença de riscos de fundo, é essencial assegurar que cada passo tenha capacidade abrasiva suficiente para remover o anterior e isto pode ser conseguido de várias maneiras. O mais óbvio seria utilizar grãos consecutivos, mas isto poderia fazer com que o processo demorasse uma eternidade, embora seja evidente que quanto maior for o salto de grãos, mais tempo deve ser gasto em cada passo para remover o anterior.
Uma técnica para evitar problemas com riscos após o polimento ou também reflexos difusos que não permitem alcançar o resultado espelhado é a lixagem cruzada. A técnica consiste em alternar a direção da lixagem em cada passo para remover mais facilmente o flanco de rugosidade que o grão anterior gerava.
Outro aspecto importante a ter em conta a fim de evitar os riscos de fundo é a centralização correta do disco ao trabalhar com discos de veludo, uma vez que a excentricidade do disco pode causar “chicotadas” que inevitavelmente se tornarão naqueles temidos riscos.
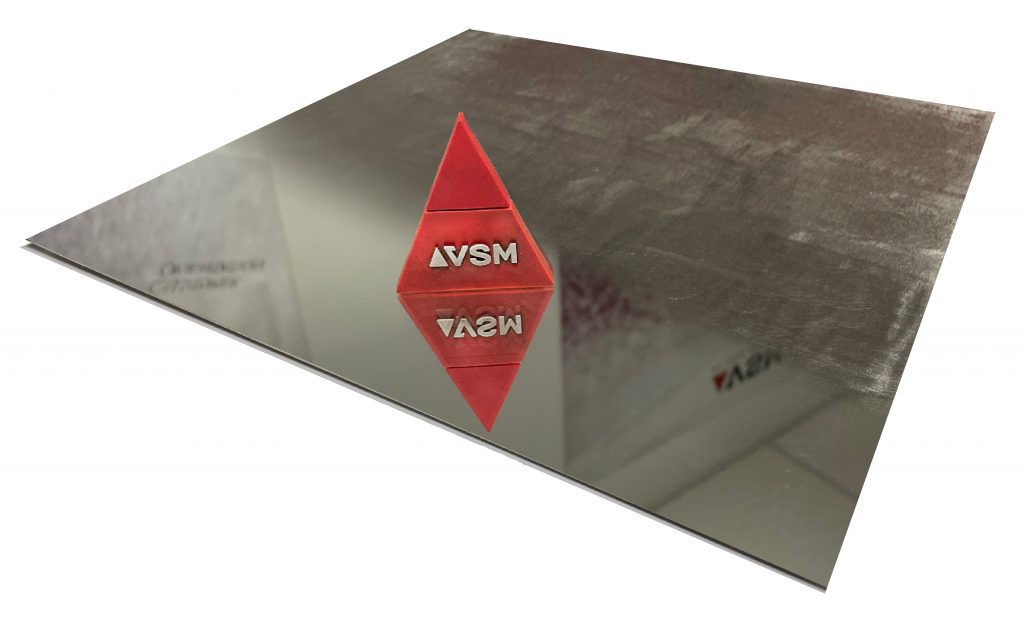
Para concluir este artigo, é de salientar que o fator chave no polimento espelhado é a paciência. Uma boa moagem e preparação é crucial para alcançar bons resultados, mas um espelho é uma superfície com uma ausência total de marcas, uma rugosidade da ordem de centésimos de mícron (0,00001 mm) e uma refletividade superior a 1000 GU, que só pode ser obtida por polimento e limpeza repetidos e minuciosos. Esta é a grande diferença entre um polimento “brilhante” e um polimento “espelhado”.