Conocer los elementos que pueden modificar o alterar los procesos de soldadura es esencial, ya que es importante saber las causas para evitar resultados no deseados, tanto en términos de productividad, estructura del material, eficiencia, temporalidad, y por supuesto, precisión.
En este caso podemos hablar de la Zona Afectada Térmicamente (ZAT), su naturaleza, y más importante aún, sus consecuencias. Reconocerla y entenderla es posiblemente una de las mejores vías para resolver los problemas mecánicos y de resistencia a la corrosión en los procesos.
¿Qué es ZAT o Zona Afectada Térmicamente?
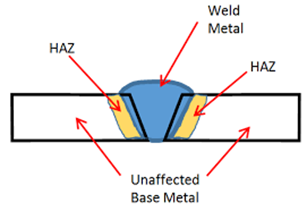
La zona afectada térmicamente (ZAT) es el área en las inmediaciones de la zona tratada, en la que, la alta temperatura del proceso de soldadura, combinada con las tensiones derivadas de un calentamiento y enfriamiento desigual, pueden alterar las propiedades de la aleación.
Estos cambios en las propiedades del material suelen ser el resultado de la soldadura o el corte a altas temperaturas. La ZAT es el área entre la soldadura o corte y la base (no afectada), el metal principal.
Cuáles son las causas de la aparición de ZAT
La principal causa de la aparición de ZAT es el calentamiento asociado con la soldadura y/o el corte que generalmente utiliza temperaturas que alcanzan o superan la temperatura de fusión del material, dependiendo del proceso de soldadura utilizado. Sin embargo, el ciclo térmico de calentamiento y enfriamiento asociado con estos procesos es diferente a cualquier otro que se haya efectuado previamente. Esto conduce a un cambio en la microestructura asociado con el proceso de calentamiento y enfriamiento.
Vale la pena señalar que solo consideramos el área “afectada” o “dañada” por el calor como una ZAT, puesto que la región en la que la temperatura aumenta puede llegar a ser mucho mayor, sin llegar a provocar afectaciones en el material.
El cambio en las propiedades del material dependerá principalmente de:
> Material base.
> Coeficiente de conductividad térmica.
> Temperatura de precalentamiento.
> Entrada de calor.
Desde el punto de vista del proceso de producción, la extensión de la ZAT depende de: las características de cada procedimiento de corte o unión, aunque son claves la cantidad de calor aportada, su concentración y la duración de la exposición. Proporcionar grandes cantidades de energía, durante mucho tiempo, y con haces más amplios, genera zonas más extensas de influencia térmica.
Efectos de las zonas afectadas térmicamente
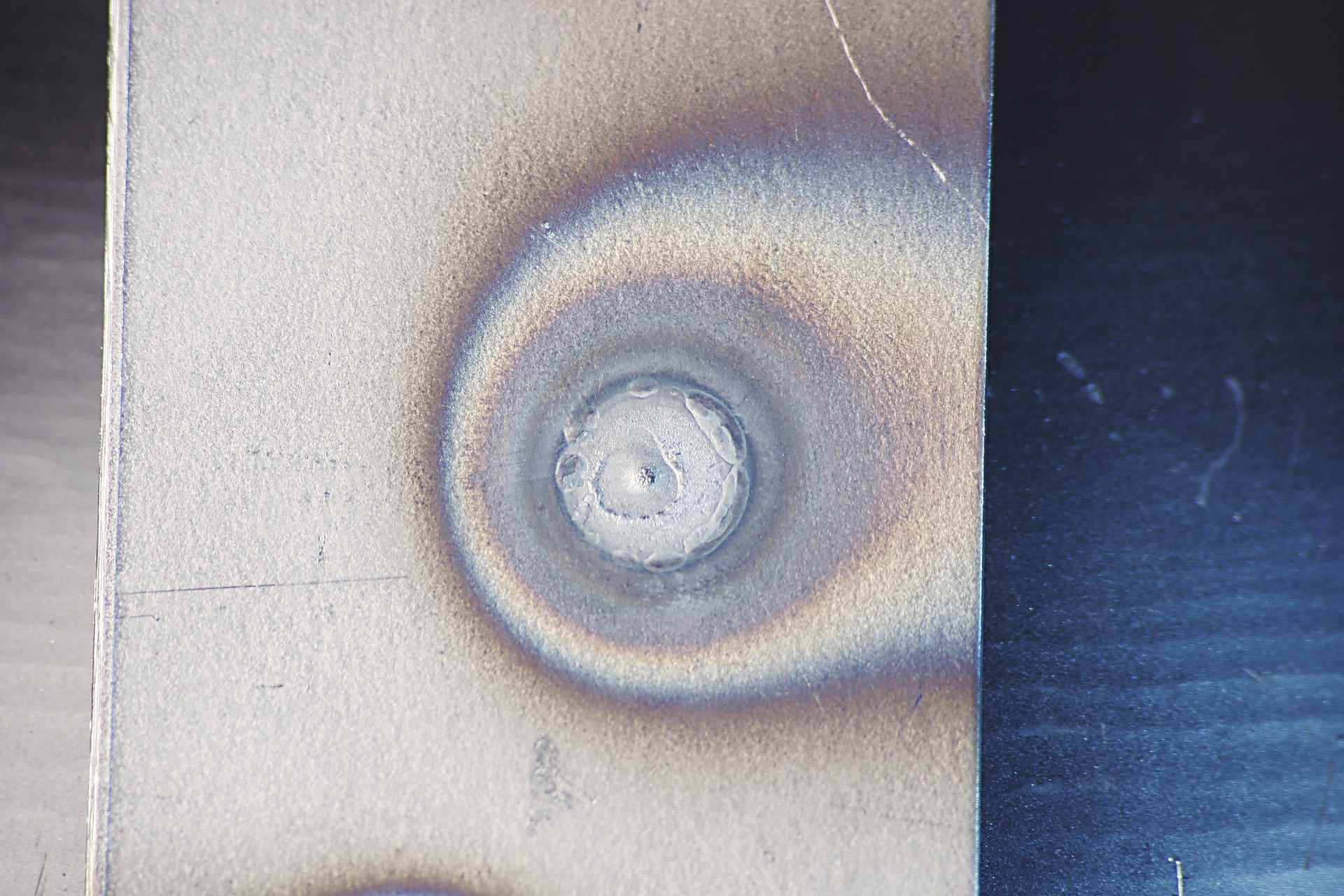
Físicamente, la ZAT, puede ser muy reconocible, ya que es visible como una serie de franjas de colores derivados de la oxidación y provocada por la temperatura alcanzada, pudiendo ir desde diversas tonalidades de amarillo, para las temperaturas más bajas, marrones y púrpuras para las intermedias, y azules para las más altas.
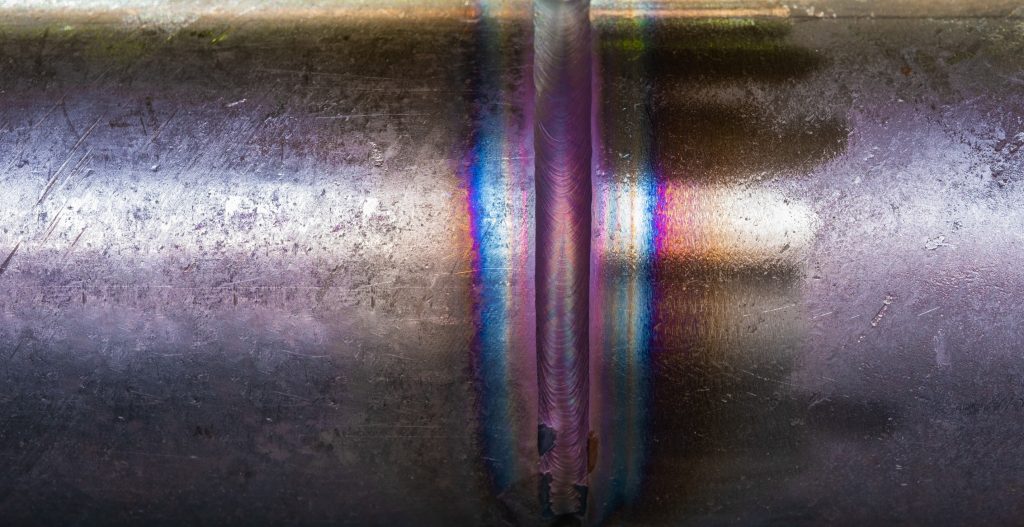
Por otro lado, los cambios en la ZAT, no implican colores más brillantes o tonos más azules, es decir, no es un tema simplemente de acabados o presentación de un trabajo, sino que puede generar problemas mecánicos y de resistencia del material.
La zona afectada, por estas importantes variaciones, puede producir cambios a niveles metalúrgicos e incluso químicos, algunos de los más importantes son:
> Oxidación: La cual produce cambios de color y de aspecto en los metales.
> Nitruración: Puede aumentar la dureza del metal, por lo tanto, disminuir el nivel de soldabilidad de sus materiales.
> Corrosión: Provoca que el contenido de cromo caiga, generando carburos en los bordes; en el caso del acero esto puede ocasionar que ya no sea inoxidable.
> Fragilización: El calor y el gas se filtran dentro del metal, creando lo que se conoce como presión intergranular, lo que a la vez causa un debilitamiento en sus metales, pudiendo incluso producir grietas.
> Problemas Metalúrgicos: Puede ocasionar 2 problemas esenciales:
1. El aumento de la dureza de los metales, por lo tanto, su fragilidad.
2. Sobrecalentamiento que puede provocar un debilitamiento de los materiales.
Cómo reducir y mitigar los efectos de la ZAT
Ya que la Zona Afectada Térmicamente, puede alterar muchas de las características de los metales utilizados, así como la calidad de las uniones soldadas, siempre se debe asegurar una correcta consecución del procedimiento de soldeo: con el aporte, los parámetros, la posición y el ángulo adecuados, para reducir en lo posible esta zona que puede convertirse en un punto crítico de nuestra pieza.
Los procesos de corte o soldadura, con gran aporte térmico, siempre van a provocar una ZAT. Sin embargo, en algunos casos puede evitarse la decoloración térmica, pero en los que se hace evidente de forma visual por la decoloración térmica, lo más conveniente es realizar un saneado posterior y eliminar esa capa superficial que ha sufrido la oxidación en contacto con el oxígeno, ya que podría derivar en una corrosión.
Para un efectivo saneado puede recurrirse a métodos químicos o a un sencillo lijado con amoladora y abrasivos flexibles, que dejará la zona libre de contaminaciones y oxidación.

Esperamos que este post en el que te explicamos qué es ZAT o zona afectada térmicamente te haya servido de ayuda. Conoce más acerca de VSM, especialistas en la fabricación de abrasivos, y descubre nuestra amplia gama de discos de lija o bandas de lija.
