
Un cordón de soldadura es la masa de material que se forma en la zona de unión durante el soldeo de dos piezas metálicas. Según el tipo de soldadura, sus propiedades, forma y anchura pueden no ser constantes, siendo necesario llevar a cabo operaciones de rectificado y acabado para su adaptación. Los discos de desbaste rígido, de fibra vulcanizada y de láminas son los más empleados para tal fin.
Si bien es cierto que cada uno de los discos abrasivos mencionados tienen sus ventajas, los discos de fibra son los más versátiles y, en muchas aplicaciones, los más eficaces. Esto siempre que la selección del grano, el plato de soporte o la velocidad de avance de la máquina sean las correctas; todos factores dependientes del tipo de metal a lijar.
Haciendo hincapié en el plato de soporte, a continuación, se explica cómo su dureza puede influir en el tiempo de eliminación y en el acabado de los cordones de soldadura.
Tipos de platos de soporte
Actualmente existe una amplia variedad en el mercado, desde los utilizados en aplicaciones relativamente sencillas hasta los empleados en aplicaciones específicas y de elevada exigencia. Suelen estar hechos de plásticos técnicos, de resinas compuestas o de fibra de vidrio.
Una forma de clasificarlos es en función de su dureza o la velocidad de trabajo. No obstante, también pueden clasificarse según el tipo de aplicación. En este último caso, la forma del plato es tan importante como la dureza del mismo, sobre todo en trabajos muy exigentes donde parámetros como la temperatura o la corrosión en la zona de unión son críticos.
La siguiente imagen corresponde a platos de soporte estándar (blando/flexible)y de dureza media y alta (léase de izquierda a derecha). Las ranuras que se observan en los platos de dureza media y alta les aportan rigidez estructural y permiten disipar mejor el calor. De esta manera, se puede evitar el sobrecalentamiento, tanto del plato como de la pieza, el abrasivo y la máquina.



Acabado y tiempo de lijado vs dureza del plato de soporte
Ambas situaciones se pueden comprender a partir del concepto físico de presión. En este caso, no es más que la relación entre la fuerza aplicada por el conjunto abrasivo-plato-máquina-brazo sobre la superficie de la pieza de trabajo.
Para una fuerza y ángulo de contacto constantes ( F y α en la figura que sigue a continuación), un plato blando proporcionará una mayor superficie de contacto entre el abrasivo y la pieza (S ), mientras que con un plato rígido esta se verá reducida (S1< S2< S3).
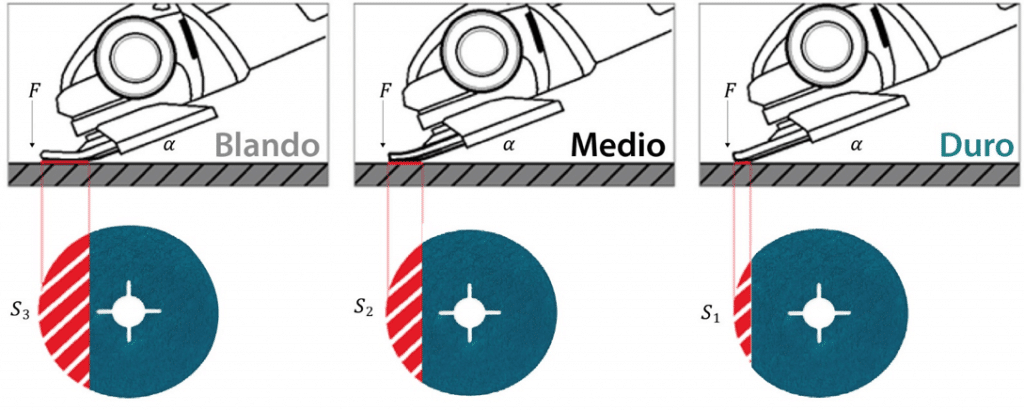
Si se supone un mismo disco abrasivo, el efecto de emplear un plato blando (mayor superficie de contacto) se traduce en una menor presión por grano, y consecuentemente, en un menor arranque de material que se traducirá en un mayor tiempo de proceso. Por contrapartida, el hecho de que los granos soporten menos presión hace que esta se reparta homogéneamente y produce un mejor acabado.
En el caso de los platos rígidos (menor superficie de contacto), ocurre justamente lo contrario: la tasa de arranque de material es mayor y se reducen los tiempos de proceso aunque sacrificando ligeramente el acabado.

| Tipo de plato de soporte | Ventajas | Desventajas |
| Blando | > Baja rugosidad y buen acabado. > Vibraciones mecánicas reducidas. > Mejor adaptabilidad a la superficie. |
> Menor tasa de arranque. > Mayor tiempo de lijado y temperatura. > Cristalización de grano (glazing). |
| Duro | > Elevada tasa de arranque. > Menor tiempo de lijado. > Menor temperatura. |
> Mayor rugosidad. > Menor control de la máquina. > Vibraciones moderadas. |

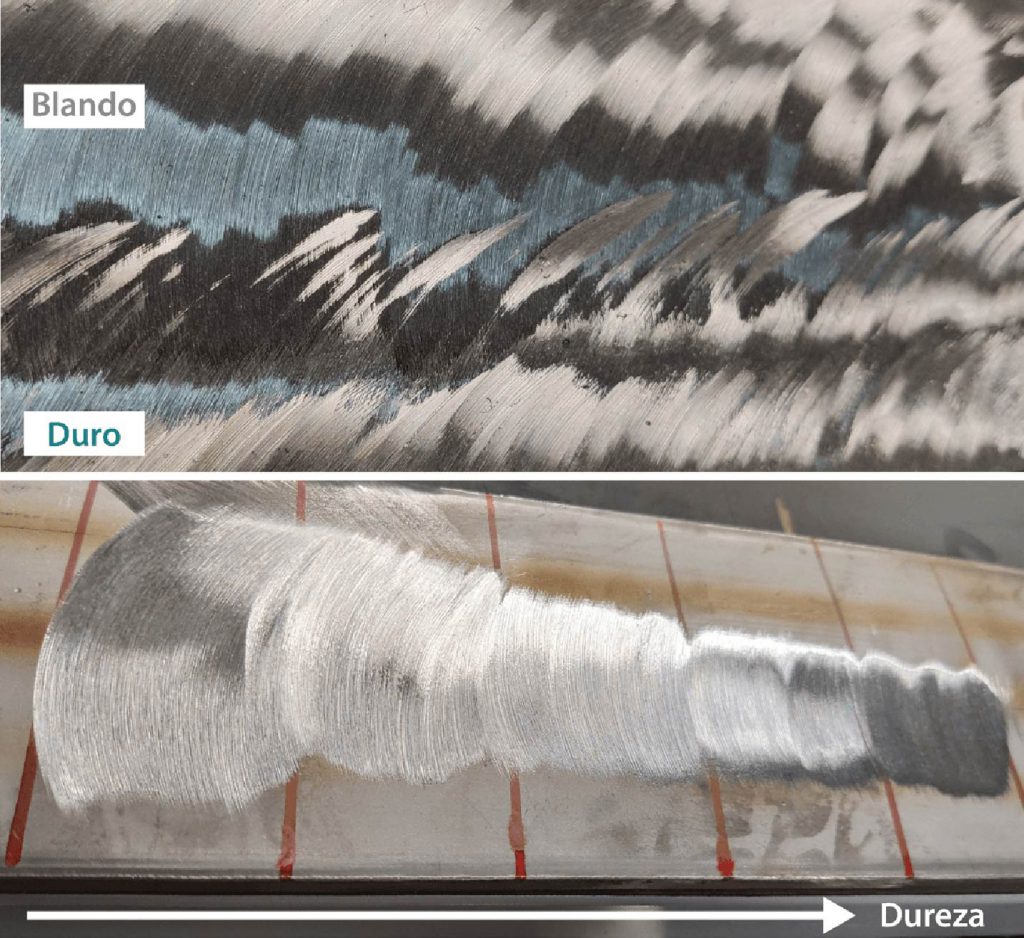
Después de haber analizado el efecto de distintos platos de soporte, VSM recomienda emplear un plato duro para eliminar el cordón de soldadura, y luego emplear un plato blando para obtener un acabado de calidad. Obviamente, este paso será posterior a la selección del abrasivo, que a su vez irá en función del tipo de material de aportación que se desee trabajar.
