Al hacer un biselado se suavizan los cantos vivos de una pieza, permitiendo que encaje con otras, reduciendo el desgaste o aportando mayor resistencia a una unión soldada.
Son muchos los beneficios, pero conoces ¿cómo se prepara un bisel antes de la soldadura y qué ventajas y desventajas presentan las distintas técnicas de biselado? ¿Y cómo la temperatura de esta operación puede afectar al rendimiento en servicio de su pieza final?
En este post se responden a estas cuestiones y se brindan soluciones para conseguir los mejores resultados.
Existen diversas designaciones y simbologías normalizadas en cuanto a los ángulos o número de caras que debe tener un bisel antes de realizar la soldadura. Los tipos más comunes son:

También llamado bisel a fondo, va desde la superficie superior hasta la inferior de la chapa con un ángulo constante entre 20 – 60°. Normalmente se lleva a cabo en chapas de poco espesor (4 – 10 mm).
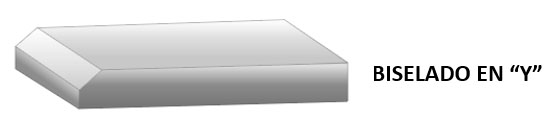
En este caso el bisel se suele efectuar entre 40 – 60° y acaba en “talón” o borde truncado (plano). Se suele emplear para chapas de hasta 16 – 18 mm de espesor.
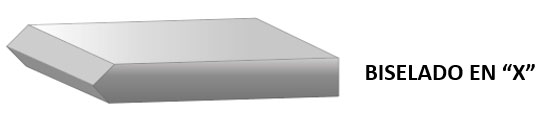
O doble bisel en V, es muy empleado en chapas de gran espesor (15 – 35 mm). Al igual que en el caso anterior, el ángulo de biselado suele estar entre 40 – 60°.

Es el más usado para las soldaduras de chapas muy gruesas (>25 mm), las cuales se destinan a grandes construcciones metálicas como torres eólicas o embarcaciones.
Dependiendo del espesor del componente a soldar, la naturaleza del metal base y los requisitos de diseño, se realizará un proceso de soldadura u otro. En base a este criterio, se seleccionará el tipo de bisel.
Métodos para realizar una operación de biselado
Se pueden clasificar en métodos de corte y métodos por arranque de viruta. Cada uno incluye diferentes tecnologías, las cuales se presentan a continuación:
| Método | Tecnología | Ventajas | Desventajas |
|---|---|---|---|
|
Laser |
Gran precisión Buena calidad del bisel |
Inversión elevada limitado a chapas de poco espesor |
|
|
Corte |
Plasma |
Alta velocidad de corte Aplicable a chapas de espesor bajo-medio en una amplia gama de materiales (aceros, aluminio, cobre, entre otros). |
Línea de corte ancha Alto calor aportado a la pieza |
|
Oxicorte |
Bajo coste de inversión Amplio rango de espesores |
Limitado para aceros al carbono Poca precisión y baja calidad de corte Alto calor aportado a la pieza |
|
|
Chorro de Agua |
Corte limpio y de alta calidad Calor aportado a la pieza despreciable |
Inversión bastante elevada |
|
|
Mecanizado |
Corte limpio, sin rebabas y de alta precisión |
Limitado a chapas de espesor bajo-medio Herramientas de corte costosas |
|
|
Arranque de viruta |
Abrasivo rígido |
Apto para toda clase de aceros y ángulos de biselado |
Acabado muy rugoso requiere tratamiento posterior Alto calor aportado a la pieza |
|
Abrasivo flexible |
Apto para toda clase de aceros y ángulos de biselado Apto para cualquier espesor de chapa Alta calidad de bisel en un solo paso |
En aleaciones muy duras y empleando maquinaria portátil puede no ser muy efectivo |
La selección de una técnica u otra irá en función de las características de la chapa a biselar y de la precisión y calidad que requiera la soldadura. Todo ello, por su puesto, maximizando la productividad y minimizando los costes.
Los abrasivos flexibles son sin duda una de las opciones que ofrecen una mejor combinación de estos aspectos, sobre todo los desarrollados en los últimos años, como es el caso de los abrasivos autolubricantes.
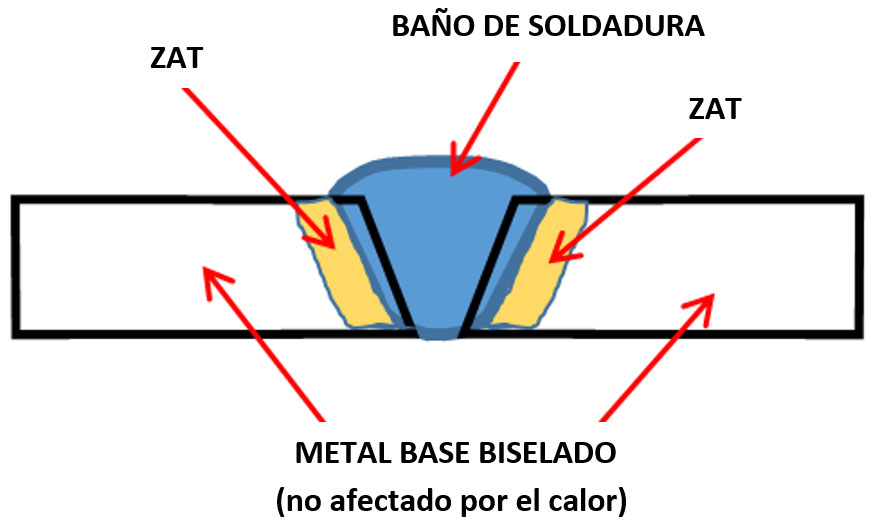
Ocurre principalmente en los métodos de corte térmico (láser, plasma y oxicorte), pues la gran energía que emplean puede llegar a calentar en exceso las zonas adyacentes al corte. Esto produce cambios localizados en la microestructura y en las propiedades del componente metálico, hecho que puede comprometer seriamente su integridad estructural una vez puesto en servicio. A estas zonas se les conoce como zonas afectadas térmicamente (ZAT) y una de sus características es que son más duras (frágiles) y menos tenaces que el resto del metal base.
Si el tiempo de exposición a la fuente de calor incrementa, las ZAT serán más anchas y tendrán un efecto mayor, sobre todo en metales que presentan baja difusividad térmica (que disipan más lentamente el calor).
En el caso de los aceros inoxidables, si la temperatura de afectación es muy alta, estos pueden perder la capa de óxido de cromo que los protegen y corroerse a través de la zona afectada. De aquí la importancia de que el biselado se realice en el menor tiempo posible y con una técnica que aporte la mínima cantidad de calor.
Nota: las ZAT también se pueden producir al realizar la soldadura. No es un caso particular que tiene lugar durante la operación de biselado.
¿Qué soluciones existen contra el exceso de temperatura en el biselado?
- Bandas y discos abrasivos de grano cerámico conformado
Los abrasivos que están fabricados con grano cerámico conformado y en algunas versiones, con recubrimiento autolubricante, para aceros inoxidables y aleaciones de baja conductividad que proporciona una tasa de arranque de material muy elevada.
Este recubrimiento envuelve los granos cerámicos reduciendo la temperatura en la zona de contacto abrasivo-superficie metálica. Esto permite minimizar las ZAT y a su vez conseguir un biselado de gran calidad en poco tiempo.

Por otro lado, las versiones de la familia de grano cerámico conformado sin el recubrimiento autolubricante son ideales para aceros al carbono y metales no férricos. Su corte efectivo y su larga vida útil generan un incremento significativo en la productividad.
- Bandas abrasivas de grano cerámico
El soporte de polyester que lleva incorporado lo hace extremadamente robusto, lo que permite trabajar a muy altas presiones de contacto. Además, lleva incorporado el recubrimiento autolubricante.
Su uso va destinado principalmente para chapas de acero al carbono y acero no aleado de espesores medios (15 mm).

